
Welding pressure gauges offer several safety features in order to enable the operator to work safely.
DIN EN ISO 5171
The DIN EN ISO 5171 standard (Gas welding equipment – Pressure gauges used in welding, cutting and allied processes – ISO 5171:2009) describes the requirements for Bourdon tube pressure gauges in this application. The tests that must be fulfilled serve to protect the operator: Torsional test, bending test, case pressure release test, strength test and the test for flammability. The case pressure release test is particularly challenging which is why it will be explained in more detail below.
Case pressure release test
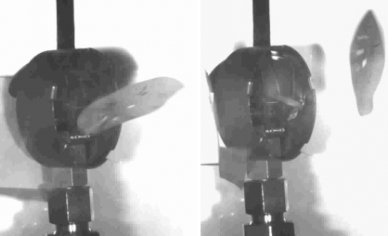
Pressure gauge without sufficient safety devices in a case pressure release test
Bourdon tube pressure elements can burst under non-permissible overloads (pressure or load cycles). With the case pressure release test, the behaviour of the measuring instrument in the event of a bursting pressure element is tested.
On the one hand, it demands that no gas will escape through the front, and on the other hand that no part of the pressure gauge (for example, the window, the pointer or the dial) can be ejected, in order to counter any potential risk of injury.
Safety features of welding pressure gauges
In order to reduce the hazard potential for the application, various safety features of welding pressure gauges can be used, such as:

Possible placements of blow-out flaps integrated into the case back. In the event of a failure the gas can thus escape out of the back.
- In the pressure port of the instrument a restrictor with an opening diameter of ø = 0.3 mm is integrated. In this way, the gas flow is limited in order to minimise the effects in the event of any damage.
- In low-pressure measuring instruments a burst element (BERP) is integrated. When the instrument is exposed to the full cylinder pressure, this enables a controlled blow-out of the pressure, before the tube can burst in higher pressure ranges.
- A version with solid baffle wall (safety pressure gauges S3 / Solidfront design).
- A blow-out flap integrated opens in the event of a failure and ensures the exit of the escaping gas.
Generally the production of the instruments in highly automated production lines, with multi-level protection against faults, serves as additional safety.
Conclusion
Welding pressure gauges offer a number of safety features, which are designed to protect the end user and allow him to concentrate only on his task – the cutting or welding process with gases such as oxygen or acetylene.
Note
WIKA offers the model 111.11, 111.31 welding pressure gauges in accordance with DIN EN ISO 5171, which have been developed specifically for instruments and plants for welding, cutting and allied operations. Should you need any advice for your specific application, your contact will gladly help you.
Dear Colleagues,
Would you please advise whether welding pressure gauges in accordance with DIN EN ISO 5171 are applicable for Weldap, N.O.S. , Mixture Carbon Dioxide/Argon, Class 2.2, UN 1956 or not?
Thanks
Your sincerely
Oleg
Hello Oleg,
Thank you for your question.
Usually, gauges in accordance with ISO 5171 should be applicable for all types of dry welding gases. But a closer look is always recommended.
The producer of the pressure gauge usually should be able to specify which materials he uses for the pressure bearing parts of the gauge.
Commonly, copper alloys (with acetylene, max. 70 % copper content) will be in use.
E.g. WIKAs copper alloy based welding gauges to ISO 5171 contain the following materials for the pressure bearing parts:
– Connector: Standard: CW614N (CuZn39Pb3)
– Bourdon tube: Acetylene: CW508L (CuZn37)
– Oxygen and other gases: CW453K (CuSn8)
After knowing the materials, the next step is a brief desktop research according the chemical resistance of those materials against the gas in question.
In your case, the gas is a mixture of Ar and CO2.
Argon is an inert gas and totally unproblematic.
Carbon dioxide is not so easy, but literature counts it in its dry gaseous state as being OK in contact with the above mentioned copper alloys.
Result: Gauges in accordance with ISO 5171, with pressure bearing parts made of CW614N and CW453K, can be used for dry Ar/CO2 mixtures.
Kind regards
Torsten Püschel